 3 / 3
3 / 3
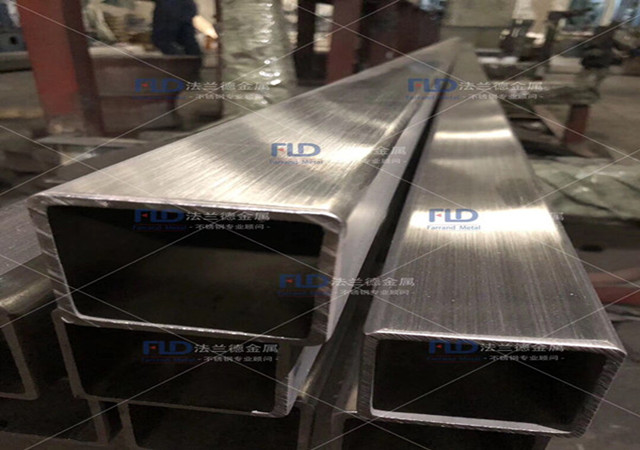
图片三 |
1、喷丸除锈前,应预热304不锈钢管,驱除潮气,预热温度为40℃~60℃;
2、除锈应达到GB/T8923《涂装前钢材表面锈蚀等级和除锈等级》中Sa2.5级,304不锈钢管表面锚纹深度为40μm~100μm;
3、304不锈钢管表面残留的锈尘应清除干净;
4、表面预处理后4h内应进行喷涂。
另外,有关304不锈钢管表面镀锌的方法主要有热镀锌和电镀锌两大类,热镀锌有湿法、干法、铅锌法、氧化还原法等。
热镀锌地镀锌不同方法的主要区别在304不锈钢管酸浸清洗后,用什么方法活化管体表面提高镀锌质量。现生产中主要采用干法和氧化还原法。
电镀锌地锌层表面十分光滑致密、组织均匀;具有良好地力学性能和抗腐蚀能力;锌耗比热镀锌低60%~75%。电镀锌在技术上有一定地复杂性,但对单面镀层,内外表面镀层厚度不同地双面镀层,以及304不锈钢管镀锌等皆须采用此法。

江苏法兰德金属制品有限公司
联系人:徐经理
联系电话:13812545666 售后服务:0510-83923185
咨询邮箱:799743000@qq.com
公司网址:http://jsfalande.com
公司地址:江苏省无锡市锡北镇泾新路8-1号
备案号:苏ICP备20039427号 技术支持:锡牛网络
苏公网安备32020502001314

 扫一扫
扫一扫 扫一扫
扫一扫